
刘经理:13961994306
李经理:13921801768
电 话:0515-88891616
传 真:0515-81899368
邮 箱:ghjd@jsghjd.com
网 址:www.gaohecn.com
网 址:www.jsghjd.com
地 址:江苏省盐城市环保科技城迎宾大道666号

龙门加工中心是大型的主轴移动的立式加工中心..(指主轴轴线与工作台垂直设置的加工中心,加工线缆成套设备主要适用于加工大型零件,加工范围广)。龙门加工中心的类型:有定梁式(横梁固定、工作台转动),动梁式(横梁上下移动、工作台前后移动),动柱式(工作台固动,龙门架移动),桥式(工作台固定,横梁移动)也有以上复合形式的多类龙门加工中心。淄博线缆成套设备加工的特性、能力、针对的产品加工用途也不完全一样。

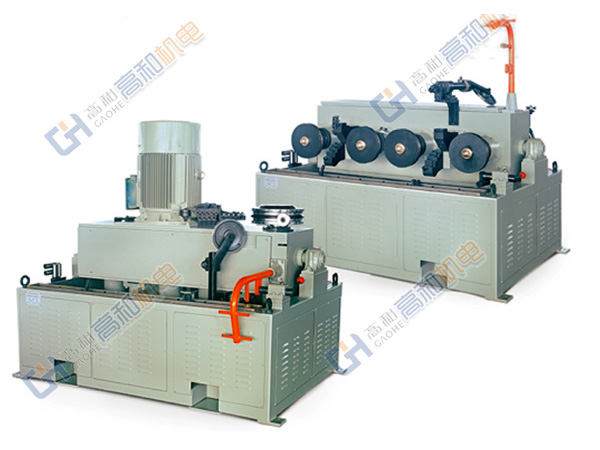
在金属压力加工中.在外力作用下使金属强行通过模具(压轮),金属横截面积被压缩,并获得所要求的横截面积形状和尺寸的技术加工方法称为金属拉制。加工线缆成套设备拉制工艺分:单丝拉制和绞制拉制。为了提高电线电缆的柔软度、整体度,让2根以上的单线,按着规定的方向交织在一起称为绞制。淄博线缆成套设备绞制工艺分:导体绞制、成缆、编织、钢丝装铠和缠绕。根据对电线电缆不同的性能要求,采用专用的设备在导体的外面包覆不同的材料。
数控车削车刀常用的一般分成型车刀、尖形车刀、圆弧形车刀以及三类。成型车刀也称样板车刀,其加工零件的轮廓形状完全由车刀刀刃的形伏和尺寸决定。数控车削加工中,常见的成型车刀有小半径圆弧车刀、非矩形车槽刀和螺纹刀等。线缆成套设备公司在数控加工中,应尽量少用或不用成型车刀。尖形车刀是以直线形切削刃为特征的车刀。加工线缆成套设备这类车刀的刀尖由直线形的主副切削刃构成,如900内外圆车刀、左右端面车刀、切槽(切断)车刀及刀尖倒棱很小的各种外圆和内孔车刀。尖形车刀几何参数(主要是几何角度)的选择方法与普通车削时基本相同,但应结合数控加工的特点(如加工路线、加工干涉等)进行全面的考虑,并应兼顾刀尖本身的强度。
淄博线缆成套设备根据编程作业指导书的刀具数据,换上要进行加工的刀具,让刀具去碰摆在基准面上的高度测量器,当测量器红灯亮时把这点的相对坐标值设定为零。移动刀具到安全的地方,手动向下移动刀具50mm,把这点的相对坐标值再设定为零,这点就是Z轴的零位.加工线缆成套设备把这点的机械坐标Z值记录在G54~G59其中一个里。这就完成了工件X、Y、Z轴的零位设定。

淄博线缆成套设备对切削温度的影响:切削速度,进给率,背吃刀量;对切削力的影响:背吃刀量,进给率,切削速度;对刀具耐用度的影响:切削速度,进给率,背吃刀量。当背吃刀量增大一倍时,切削力增大一倍;当进给率增大一倍时,切削力大概增大70%;当切削速度增大一倍时,切削力逐渐减小;也就是说,如果用G99,切削速度变大,切削力不会有太大变化。线缆成套设备公司可以根据铁屑排出的情况判断出切削力,切削温度是否在正常范围内。
公司地址:
江苏省盐城市环保科技城迎宾大道666号
公司邮箱:
ghjd@jsghjd.com
服务热线:
0515-88891616


